高形状保持
采用微晶刚玉或陶瓷磨料,配合强化结合剂,保证内孔与齿形轮廓稳定。
- 兼容高精度 CBN 修整
- 修整间隔延长 30%
- 对齿根、齿侧均匀磨削
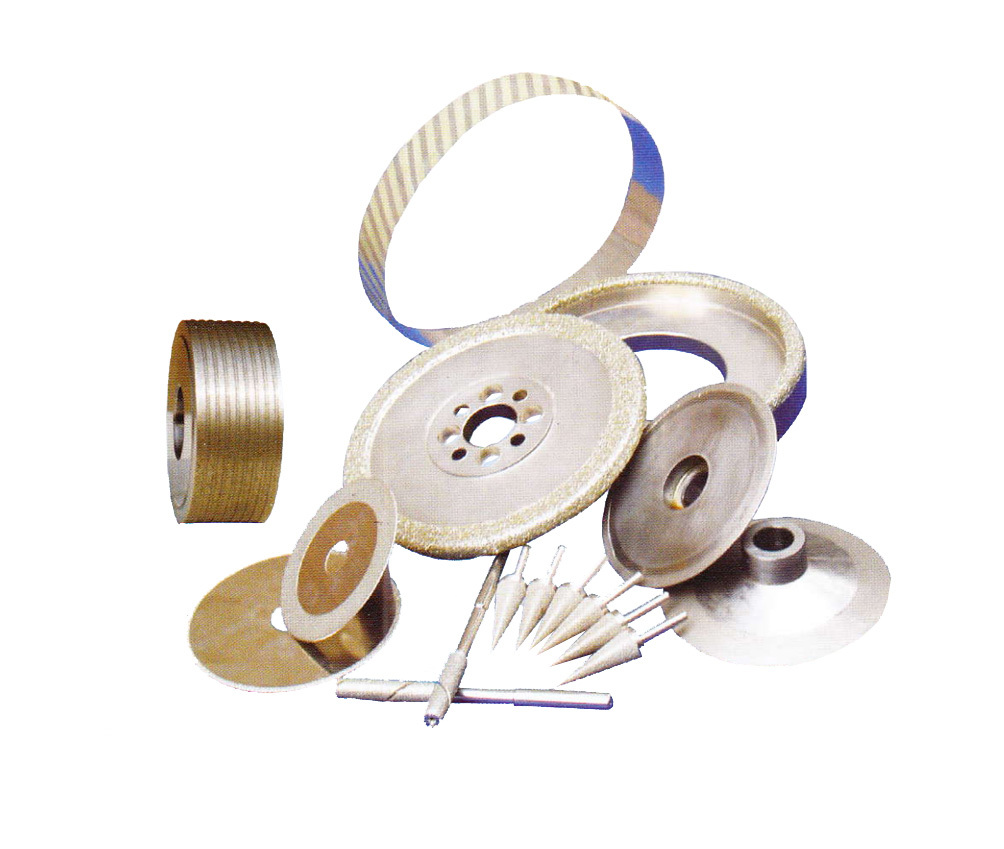
围绕齿轮精度、效率与一致性打造的系统化磨削工具
采用微晶刚玉或陶瓷磨料,配合强化结合剂,保证内孔与齿形轮廓稳定。
严格遵循 IATF16949 质量体系,从原料到出厂全流程追溯,满足主机厂审厂要求。
开放孔结构与冷却通道设计有效降低磨削温升,避免齿面烧伤与退火。
提供模块化按需配置,从粗磨成形砂轮到精磨修整砂轮,适配不同磨床。
根据齿轮模数、材料及节拍配置不同组合,可快速完成打样
结合磨床、修整工具与冷却系统的协同优化,确保高良率批量生产
覆盖汽车、机械、能源等齿轮传动领域,满足不同批量的生产节拍
工程师携带修整、参数建议到场调试,缩短量产爬坡时间。
按批次记录磨料、结合剂、烧成曲线,实现质量问题快速定位。
与主机厂、一级供应商建立安全库存,提高交付弹性。
定期输出齿磨数据分析,提供节拍优化与成本改进方案。
组合使用,提升齿轮生产效率与加工一致性